ȫ�Ԅ���Ĥ�տs���b�C��Ҋ�����ų�
����ȫ�Ԅ��տs���b�C��һ�N�߶��Ԅӻ����O�䣬ԓ�aƷ�V��������ˎƷ��ʳƷ��Ϻͼһ����ИI�������տs�C�ɴ��p�ٲ����ка��b�IJ��Ϻ��˹��ɱ���������Ҫ�Ľ������x��
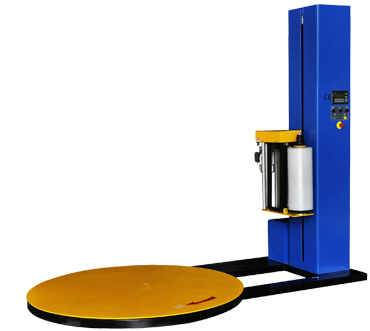
����1���O��ԭ���ͽY��
����ȫ�Ԅ��տs���b�C��һ�N���Ԫ���͙Cе�b����Y�ϵģ���PLC�����������·���Ƶ��ԄӰ��b�O�䡣
����2�����ϾS��
����2.1PLC����
����PLC������Ҫ��ݔ���c�^������cճ�B�����ԓ�c����늙C�����ϬF�������̖����늙C��늙C�\�D����ֹͣ��̖�l����늙C�s��ֹͣ�\�D����PLCͣ늺�늙C��ֹͣ�\�D�����ԓ�c����늴��y�����ϬF���늴��y��Ȧ����늣���ײ���λ�����������ײ��PLCʹճ�B�c���_�ķ��������ԅf���Д�ԓ���ϡ�
����PLCݔ���c���ϵľS�����ЃɷN�����^�����һ�N���þ������ij����p�ĵ�ݔ���c�Ğ����ݔ���c��ͬ�r�{���������늴��y��1004�c�p�ģ��Ğ�����c1105�c�����þ������ҵ�1004�c�����P�Z�䣬keep��014��01004��keep��014��01105������늙C��1002�c�p�ģ��Ğ�����c1106����1002�c���P�Z��out01002��out01106��ͬ�r�{�����ɡ�
��������]�о��������t�ɲ��ñ��^�韩�ĵڶ��N������PLC�����_PLC�������c��ݔ���^������Q���p�ĵ�ݔ���c�ϡ��ٰ�ԭ��̖���b���ɡ�
����2.2�ӽ��_�P����
�����տs���b�C���傀�ӽ��_�P���������ڵ����o���������ڿ�������Ĥ��Ĥ늙C���������ڿ��Ƶ����o�ģ�ż��һ�����`�������͕�����������\�D�^�̣������ڹ��ϳ��F�ĴΔ��٣��r�g�̣��o���ϵķ������ų�����һ�������y�����ϵ��ͱ��F��ż�����F�۵��½�δ��λ���Ԅ�̧�𡣹���ԭ�����۵����½��^���Л]�����������b����۵���λ�ӽ��_�Pʧȥ��̖�����c�o������|�������b��һ�ӣ��۵��Ԅ����Ϸ��ء�
�������ϾS�������Ɍ��۵���λ�ӽ��_�P�����bһ��ͬ��̖���_�P���p�_�P���������������ɿ��ԡ�
����2.3�����_�P����
���������_�P���ڙz�y���λ�úͿ��ƚ���г̡��B�ӡ��ư����������۵��Ă���ׄ�����P���ô����_�P��z�y�Ϳ���������λ�á�������Ҫ���F����m��ײ�������ԭ���ǚ���ٶ��^�죬���´����_�P���ܙz�y����̖�����ư�����ٶ�̫�죬�ư���λ�������۵���ײ�������
�������ϾS���������{��������λ��ͨ늴��y�ϵĹ����y���{С���s�՚����������͚���\���ٶȣ�ֱ�������_�P���ԙz�y����̖��ֹ��
����2.4늴��y����
����늴��y������Ҫ���F���ײ�������λ��ԭ����ԓ���늴��y���ܓQ���Z�⡣���늴��y�Z�⣬�����M����·��ͨ���C���ĿՉ������_��������������������������λ���������o�ӽ��_�P��������ȫ�C�\�е��țQ�l�����������C�������\�У��@�������c늚�����������늴��y�Z�ⶼ����©�����м� Դ�������ь�©���c��һ����Ժ������ҳ��Z���늴��y��